作業(yè)人員管理

工藝工程部工程師在MES系統(tǒng)中維護(hù)車(chē)間不同產(chǎn)品在各個(gè)工段的標(biāo)準(zhǔn)工時(shí),作為工時(shí)計(jì)算的基礎(chǔ)。
車(chē)間班組長(zhǎng)在MES系統(tǒng)中維護(hù)人員信息、技能狀態(tài)及班組信息,建立人員工號(hào)和班組的關(guān)聯(lián)關(guān)系。
1. 上崗
在生產(chǎn)前,車(chē)間班組長(zhǎng)組織班組內(nèi)員工進(jìn)行上崗信息采集。
輸入生產(chǎn)途程中產(chǎn)出工序?qū)?yīng)的崗位資源,選擇人員上崗界面,掃入員工的工號(hào),完成員工上崗信息的采集。
系統(tǒng)將記錄員工的上崗時(shí)間,作為當(dāng)天工作時(shí)間的開(kāi)始。所有通過(guò)該工序的產(chǎn)品的產(chǎn)量都與該工序上崗員工做關(guān)聯(lián)。
2. 暫停
在生產(chǎn)過(guò)程中,因?yàn)樘厥庠颍ū热绯燥垼顒?dòng)等),需要暫停計(jì)算班組員工實(shí)際工作時(shí)間時(shí),可以執(zhí)行暫停操作。輸入日期,查詢(xún)對(duì)應(yīng)班組的上崗狀況,選擇對(duì)應(yīng)的班組,執(zhí)行“暫停”操作。
系統(tǒng)記錄“暫停”操作的時(shí)間,并停止計(jì)算班組實(shí)際工作時(shí)間。
當(dāng)需要恢復(fù)計(jì)算班組實(shí)際工作時(shí)間時(shí),可以進(jìn)行“取消暫停”操作。輸入日期,查詢(xún)對(duì)應(yīng)班組的上崗狀況,選擇對(duì)應(yīng)的班組,執(zhí)行“取消暫停”操作。系統(tǒng)記錄“取消暫停”操作的時(shí)間,并恢復(fù)計(jì)算班組實(shí)際工作時(shí)間。
3. 離崗
生產(chǎn)結(jié)束后,作業(yè)員需要做“離崗”操作,結(jié)束當(dāng)天實(shí)際工作時(shí)間的計(jì)算。
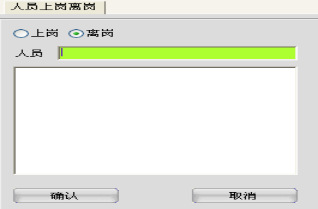
離崗操作有兩種操作方式:?jiǎn)稳穗x崗、班組離崗。
單人離崗:選擇人員上崗離崗界面中離崗功能,輸入人員工號(hào),做確認(rèn),完成該人員離崗操作。離崗后,停止計(jì)算該人員的實(shí)際工作時(shí)間。
班組離崗:選擇班組上崗離崗界面,輸入日期,勾選對(duì)應(yīng)的班組,執(zhí)行“離崗”操作。離崗操作后,停止計(jì)算該班組中所有人員實(shí)際工作時(shí)間。
4. 實(shí)時(shí)工時(shí)采集
生產(chǎn)開(kāi)始前,安排人員在該工段產(chǎn)出工序?qū)?yīng)的崗位資源上做上崗操作,生產(chǎn)結(jié)束后,安排人員做離崗操作。
MES系統(tǒng)記錄整個(gè)生產(chǎn)周期內(nèi),該工段內(nèi)員工生產(chǎn)各類(lèi)產(chǎn)品的產(chǎn)出數(shù)量,根據(jù)產(chǎn)品維護(hù)的標(biāo)準(zhǔn)工時(shí),計(jì)算周期內(nèi)該工段的實(shí)際工時(shí)。
生產(chǎn)數(shù)據(jù)采集
數(shù)據(jù)采集提供了對(duì)生產(chǎn)現(xiàn)場(chǎng)的相關(guān)數(shù)據(jù)的實(shí)時(shí)采集功能。采集的信息包括產(chǎn)品在工序間的移轉(zhuǎn)信息,良品/不良品信息,質(zhì)量檢驗(yàn)數(shù)據(jù)信息和其他需要采集的條碼信息等。
傳統(tǒng)管理模式下,對(duì)離散型制造企業(yè)來(lái)說(shuō),生產(chǎn)車(chē)間大量分布著紙質(zhì)表單:如派工單,領(lǐng)料單,流轉(zhuǎn)交接單,加工圖紙,工藝卡片或作業(yè)指導(dǎo)書(shū),檢驗(yàn)表單,工時(shí)與產(chǎn)量統(tǒng)計(jì)表單等。通過(guò)微締MES系統(tǒng)的數(shù)據(jù)采集管理模塊,可以依據(jù)具體聯(lián)宜電機(jī)車(chē)間的生產(chǎn)模式,采取靈活多樣的數(shù)據(jù)采集方式,可以實(shí)現(xiàn)如下紙質(zhì)表單省卻。
1)通過(guò)系統(tǒng)上傳加工工藝與定額以及圖紙,可以實(shí)現(xiàn)加工工藝的查詢(xún),檢驗(yàn)標(biāo)準(zhǔn)的查詢(xún),加工的2D以及3D圖紙的查詢(xún)等。
2)通過(guò)計(jì)算機(jī)輔助調(diào)度排產(chǎn)以及加工任務(wù)自動(dòng)推送到這個(gè)現(xiàn)實(shí)終端上,可以省卻派工單,作業(yè)指導(dǎo)書(shū),檢驗(yàn)標(biāo)準(zhǔn)等紙質(zhì)單據(jù)在車(chē)間的流轉(zhuǎn)。
3)通過(guò)與終端設(shè)備的數(shù)據(jù)采集與刷卡提交,即可以省卻產(chǎn)量統(tǒng)計(jì)表單以在制品流轉(zhuǎn)過(guò)程中流轉(zhuǎn)單等。
4)通過(guò)在線(xiàn)檢測(cè)數(shù)據(jù)的采集與提交,可以省卻檢驗(yàn)反饋以及統(tǒng)計(jì)報(bào)表。
總之,通過(guò)微締MES系統(tǒng)應(yīng)用,可以使產(chǎn)品生產(chǎn)過(guò)程中的數(shù)據(jù),在車(chē)間流轉(zhuǎn)過(guò)程中,真正實(shí)現(xiàn)一種或全部實(shí)現(xiàn)無(wú)紙化的加工與管理模式,此模式可根據(jù)用戶(hù)硬件的配置情況,也可分階段逐步實(shí)現(xiàn)。
在生產(chǎn)過(guò)程中,依據(jù)生產(chǎn)訂單的工藝流轉(zhuǎn)卡,對(duì)數(shù)控精密機(jī)加工車(chē)間及工序,裝配車(chē)間及工序,包裝車(chē)間及工序的生產(chǎn)加工進(jìn)度,通過(guò)刷卡、掃描及紅外線(xiàn)檢測(cè)等采集方式,提交進(jìn)度管理,實(shí)現(xiàn)生產(chǎn)過(guò)程中訂單的進(jìn)度管控。依據(jù)聯(lián)宜電機(jī)的生產(chǎn)過(guò)程管理特點(diǎn),本次推薦,對(duì)機(jī)加工車(chē)間,實(shí)現(xiàn)工業(yè)平板電腦刷卡的方式采集零件在各工序的加工進(jìn)度管理,對(duì)裝配車(chē)間通過(guò)紅外線(xiàn)檢測(cè)產(chǎn)品在諸多裝配工位流轉(zhuǎn)過(guò)程中的進(jìn)度功能。對(duì)包裝車(chē)間,通過(guò)產(chǎn)品掃描實(shí)現(xiàn)產(chǎn)品包裝過(guò)程中的進(jìn)度管理。
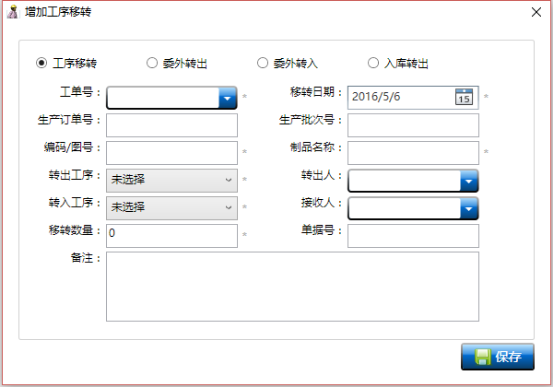
機(jī)加工序移轉(zhuǎn)
工序移轉(zhuǎn)是指工序產(chǎn)出后移轉(zhuǎn)到下工序的動(dòng)作,從廣義上分為投料轉(zhuǎn)入(倉(cāng)庫(kù)轉(zhuǎn)出)、工序間移轉(zhuǎn)、委外轉(zhuǎn)出轉(zhuǎn)入、入庫(kù)轉(zhuǎn)出。通過(guò)對(duì)在制品進(jìn)行工序移轉(zhuǎn)操作,可以實(shí)時(shí)動(dòng)態(tài)掌握各個(gè)工序在制品結(jié)存狀況,結(jié)合電子看板系統(tǒng),可以在工序間實(shí)現(xiàn)拉式生產(chǎn)模式。
裝配上料管理
生產(chǎn)過(guò)程中在制品在上料工序所使用的料品信息采集,為管理人員在質(zhì)量追溯,工藝問(wèn)題分析或原材料質(zhì)量評(píng)估等的過(guò)程中提供了原始真實(shí)的信息。
當(dāng)上料工序的上料品種或需要采集的數(shù)據(jù)繁多時(shí),在產(chǎn)品在制過(guò)程中逐一采集這些信息,則可能影響到工序節(jié)拍。系統(tǒng)的備料功能提供了將料品信息預(yù)先設(shè)定的功能,在制品過(guò)上料站時(shí)只需要掃描在制品的流程卡號(hào),系統(tǒng)則能夠自動(dòng)關(guān)聯(lián)單個(gè)在制品與當(dāng)前使用的料品信息。從而大大減少了對(duì)于使用料品較多的工序,用戶(hù)在現(xiàn)場(chǎng)采集料品的信息量大的問(wèn)題,從而簡(jiǎn)化了上料數(shù)據(jù)采集的過(guò)程。
功能點(diǎn)
l 預(yù)先設(shè)定工序的上料信息
l 備料管理,提供上料檢查,保證正確的原料被使用在正確的工序上。
l 在保證上料信息正確的前提下,對(duì)每一個(gè)經(jīng)過(guò)上料工序的在制品,記錄上料信息。
上料管理作業(yè)流程
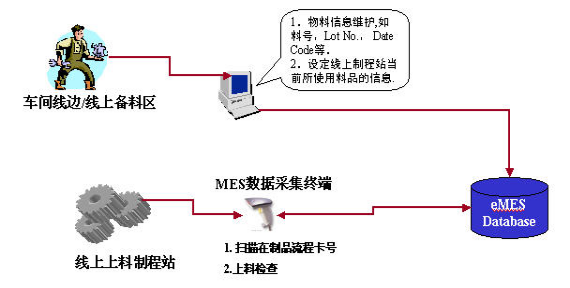
圖:上料管理-上料信息采集作業(yè)流程
料品數(shù)據(jù)的原料信息管理工作,可以選擇在車(chē)間原材料備料區(qū)進(jìn)行,操作員可以輸入當(dāng)前制程站所使用的料品編號(hào)、料品批次、料品Date Code等信息。當(dāng)單個(gè)在制品過(guò)站時(shí),這些料品信息在系統(tǒng)中被關(guān)聯(lián)到這個(gè)在制品上。
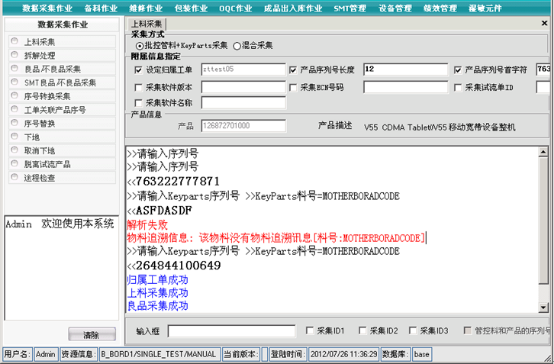
當(dāng)原料信息維護(hù)完成以后,在生產(chǎn)現(xiàn)場(chǎng)的手工上料作業(yè)站上,可以實(shí)時(shí)的針對(duì)單個(gè)在制品進(jìn)行原料數(shù)據(jù)的采集,并且原料信息可以詳細(xì)到料品的序列號(hào),這種數(shù)據(jù)采集方式滿(mǎn)足了物料的追溯,用戶(hù)可以通過(guò)系統(tǒng)地查詢(xún)到哪個(gè)產(chǎn)品使用的關(guān)鍵零部件的序列號(hào)等信息。
同時(shí)在采集的過(guò)程中,用戶(hù)可以勾選采集軟件版本,系統(tǒng)對(duì)于生產(chǎn)使用的軟件版本會(huì)做相應(yīng)的管控和記錄。
檢驗(yàn)管理及首件確認(rèn)
系統(tǒng)中實(shí)現(xiàn)基于工藝工序步驟的檢驗(yàn)數(shù)據(jù)管理,將當(dāng)前文件型的檢驗(yàn)表數(shù)據(jù)化,并與產(chǎn)品加工工序建立對(duì)應(yīng)關(guān)系,能夠在產(chǎn)品加工過(guò)程中使用;工藝參數(shù)以及檢驗(yàn)值支持不同部件規(guī)格對(duì)應(yīng)不同公差帶的實(shí)現(xiàn)。